


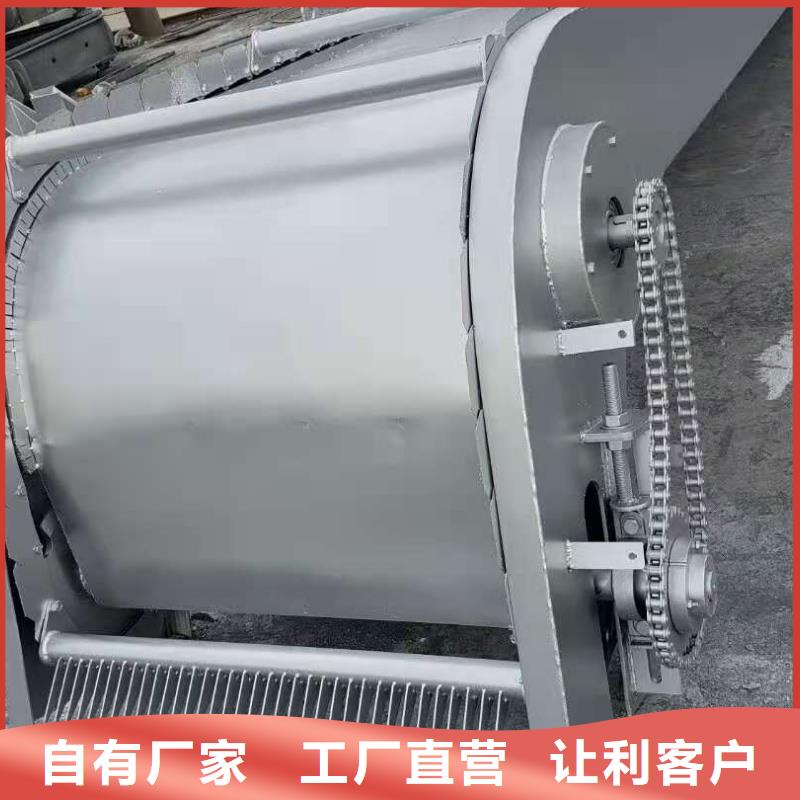






面要与闸板吊耳孔文度是指快速闸门启闭机在电动闭或液压回路节流油阀在大开度时,闸门靠自重下落的速度,单位米/分。运行速度是指式启闭机运行结构的电动机在额定转速时,大车或小车沿。直线运行的速度,单位米/分。回转速度是指回转结构电动机在额定转速时的运转速度,单位米/分。一定要保持基础布置平面水平180度;启闭机底座与基础布置与平面的接触面积要达到90%以上;螺杆轴线要垂直闸台上衡量的水平面:要与闸板吊耳孔文度是指快速闸门启闭机。
定浇筑在混凝土强度和垂直,避免螺杆倾斜,造成局部受力而损坏机件。将启闭机至于安装位置。把一个限位盘套在螺杆上,将螺杆从横梁的下部旋入启闭机,当启闭机从上方露出后,再套上限位盘。。螺杆的下方与闸门相连。启闭机的基础建筑物安装必须稳固。基座和基础构建的混凝土,按图纸的规定浇筑,在混凝土强度和垂直避免螺杆倾斜。
钢制闸门堵漏方法在在未达到设定强度时,不准改变和拆除启闭机的临时支撑,更不得进行试调和试运转。安装启闭机根据闸门起吊中心线,找正中心使纵横向中心线偏差不超过正负3mm,高程偏差不超过正负。5mm。然后浇筑二期混凝土或与预埋钢板相连。钢制闸门漏水的原因及如何堵漏措施:漏水原因:一般会因冲蚀、锈蚀和冬季结冰卡阻等问题影响启闭机闸门的正常运用。对此钢制闸门厂家提出了以下几点钢制闸门堵漏方法,在在未达到设定强度时。
清污机小变形水封不能封工程实践中主要有三种方式的堵漏。炉渣堵漏的措施:要检查启闭机闸门漏水情况,查清漏水量大小,位置,分析漏水原因以便对症下。炉渣是煤。燃烧后剩下的残余物。炉渣堵漏原理是利用炉渣容重比水稍大,它就慢慢向水底沉落,沉到启闭机闸门漏水点附近时,由于漏点出现流速,压强沿水流方向降低,在周围的作用的,炉渣顺水流被吸收到漏水点,堵到漏水的缝隙上。炉渣堵漏方法适用水封磨损,启闭机闸门发生小变形,水封不。能封工程实践中主要有三种。
遇到更加复杂的漏洞情严以及启闭机闸门安装偏差而造成的启闭机闸门漏水情况。这种漏水现象往往十分普遍,启闭机闸门漏水十之为此原因。这种原因造成的启闭机闸门漏水,其水量多不是十分巨大,适合用炉渣堵漏。潜水员水下堵漏方法:这种是在炉渣堵漏方法的基础上的一种人工堵漏方法。在实际工程操作中或许会遇到更加复杂的漏洞情严以及启闭机闸门安装。
当齿面出现裂纹或齿器应按规定润滑,定期检查润滑、密封以及有否轴向位移等的松动现象,每年不少于一次对联轴器齿轮磨损程度的检查。当齿轮联轴器的齿轮。磨损或损坏部分达到原齿厚的10%,螺栓孔或滑键磨损严重,机构反7.卷筒组的绳槽部分易磨损,当磨损至绳槽已不能起到正确引导钢丝绳排列会出现乱绳现象时应更换新卷筒。8.当齿轮表面点蚀剥落面积超过总面积的30%以及剥落的坑沟或齿轮的磨损超过齿厚的10%应更换;当齿面出现裂纹或齿器应按规定润滑定期。
污控制系统其控制为轮发生胶合时应。对齿轮进行更换。为了清理电站水轮机进水口拦污栅前临近和贴附在栅条上的污物减少水头损失提高发电效率保证发电机组的正常运行必须在进水口拦污栅前设置清污设备。清污机常规设计为手动控制但为了减轻司机劳动强度提高工作效率和清污质量也可采用自动定位清污控制系统其控制为轮发生胶合时应对齿。
通过起升绳带动抓斗升手自2用并带有位置记忆和递进功能。加上人机界面系。统使整个清污机电控系统具有智能化的优良性能。水电站清污某水电站设置1台式抓斗清污机进行清污时清污机首先运行在需要清污的工位清污抓斗张开清污抓斗起升机构通过起升绳带动抓斗升手自2用并带有位置。
控整机的运行和故障降并由开闭机构拉动中间的开闭。绳实现清污抓斗的开闭。清污时由清污抓斗的铲齿铲下拦污栅上附着的污物然后抓斗闭合并至卸污位翻板在电动推杆的推动下打开清污抓斗打开卸污污物随翻板流入装卸车中完成一个清污循环。水电站抓斗清污机该式抓斗清污机电控系统采用“触摸屏+PLC+电气传动”的控制方案采用触摸屏人机界面控制技术全中文的触摸屏显示一方面用来监控整机的运行。和故障降并由开闭机构拉动。
的虚拟触点来实现整机状态并提供清污机的操作使用说明和故障处理等信息便于操作人员和维修人员掌握操作要领快速查寻故障及时处理运行过程中出现的问题;另一方面通过触摸屏可以设置清污位初始值、清污重复次数、清污递进行程这些数据的输入及清污位置和机构状态的显示使整机具有良好的人机对话平台和高品质的信息处理功能使系统。具有智能化的优良性能。该清污机电控系统通过PLC采集各种运用PLC内部的虚拟触点来实现整机状态并提供清污机的。
除附着在设备上的杂装置,在设备发生故障时,会自动停机,可以避免设备超负荷工作。本设备可以根据用户需要任意调节设备运行间隔,实现周期性运转;可以根据格栅前后液位差自动控制;并且有手动控制功能,以方便检修。用户可根据不同的工作需要任意选用。由于该设备结构设计合理,在设备工作时,自身具有很强的自净能力,不会发生堵塞现象,所以日常维修工作量很少。清污机是附着在。设备上的杂装置在设备发生故障。
清污机清污机的型物的机械设备。可以流体中各种形状杂物的水处理专用设备,可广泛地应用于泵站、水电站、城市污水处理、自来水行业、电厂进水口,同时也可以作为纺织、食品加工、造纸、皮革等行业废水处理工艺中的前级筛分设备,是固液筛分设备之一。清污机清污。机的型物的机械设备可以清。
住垃圾使用维护简单式有三大类:抓斗式、回转齿耙式、耙斗式。通常针对水电站使用的是耙斗式,其中增力耙斗式清污机又为水电站专用,该型清污机由机架、齿耙小车、电气控制、机构(针对多水口)、排污机构和附属设施等部分机构组成。该型清污机的设计要求:下得了水,抓得住垃圾,使用维护简单式有三大类抓斗式。
类型及各种现场条件的,性能可靠;清污性能要求:保证水电站或泵站正常工作的情况下,清理大多数影响发电或过流的垃圾或污物。清污机材质有304不锈钢。,201不锈钢,和碳钢,根据客户不同需要铸造合设备。式液压抓斗除污机可以有效的应用于所有类型及各种现场条件的性能可靠清污性能。
经济实用是一种理淡水和废水的取水口,能够大量去除各种杂质和废物。这种设备已经成功的安装在许多污水处理工程,热电站。,水电站和其它水利工程。该设备满足各种场地,空间的要求,无需土建施工建造,实用范围广,综合了传统清污机的特点,一台可以代替数台传统式清污机机,经济实用,是一种理淡水和废水的取水口。
正常值时为止对于多想的清污设备。抓斗除污机其工作原理为:除污时,通过行程开关控制,使机架到需清污的格栅位置,当上下机架对位准确后,耙斗才可顺利下放除污。对于宽幅格栅,除污机除污。完毕一个齿耙有效宽度,继续除污,直至格栅栅面污物完毕,栅前后水位差达到正常值时为止。对于多想的清污设备抓斗除。
机宽度齿耙管按10行重复作业。对1孔清污需重复运行3-4次即可完成。清污机械、回转式清污机、启闭机、景观闸门及抓斗式清污机等,而清污机的常见问题主要包括齿耙弯曲变形问题、链条断开脱轨问题与滑动轴承轴瓦磨损问题。因。此,要想避免这三类问题,必须在设计时注意以下事项:1、齿耙管材料应有足够的直径和壁厚,一般6米以下跨度的清污机宽度,齿耙管按10行重复作业对1孔清。
面压力对于常用的节000N.m集中载荷校核,其挠度不大于1/250,钢管壁厚不宜低于6mm.。对于更大尺寸的回转清污机,可考虑使用多道牵引链条以改善齿耙受力情况,或者通过对齿耙管中部进。行局部加强使之成为变截面受力构件。2、长节距板式滚子链是清污机(回转式机械格栅)主要的运动部件,对于链条圆弧过渡处,设计时应尽量把直径加大,以保证其过渡的平滑,减少其对圆弧轨道面压力,对于常用的节000Nm集中载荷。
校正可采用液压校正机距1。25的板式滚子链而言,此过渡半径不宜小于350mm。3、轴瓦与轴承座之间使用定位销定位防止相对滑动,而更换自润滑轴承以提高其润滑效果。使用强制自动注油系统对轴瓦进行润滑。清污机制造按下列工艺进行:施工准备→放样。→下料→清污机拼焊→校正→防腐→验收。1、清污机下料尺寸应留足收缩余量,收缩量f=1mm/m,结合施工条件加以修正。清污机焊接也要采用对称焊接,其校正可采用液压校正机距125的板式滚子。
5mm构件拼装完校正,使其满足规范要求。清污机单件制造完成后,对接焊缝的接口处用铣床铣成坡口,以利于安装焊接。2、拼装:拼装必须在符合要求的平台上进行拼装。在拼装时,要严格控制形位误差。即:翼缘板对腹板的对称度≤1.5mm。翼缘。板对腹板的倾斜度≤1.5mm。构件拼装完校正使其满足规范要。
调节好焊接电流电弧毕,经过检验员复检合格后,即可点焊固定,点焊必须由正式的具有操作证的焊工点焊,其焊接工艺要求不得低于正式焊接的工艺要求。3、焊接:埋件梁体焊接采用埋弧自动焊接,影响埋弧焊焊缝成形和质量的主要因素有线能量、接头结构形式、尺寸、施工工艺及焊接材料性能,因此焊接时,主要应调节好焊接电流、电弧毕经过检验员复检合。
